
لماذا تُعتبر الآلة الأوتوماتيكية لتصنيع البالتات العمود الفقري الاستراتيجي لمصنعك؟
القدرات الرئيسية: التثبيت الدقيق بالمسامير، والتجميع الآلي، والتشطيب السطحي المتسق
عندما تُدخل المصانع آلات تصنيع الباليتات الآلية، فإنها في الأساس تعيد كتابة قواعد كيفية إنتاج الباليتات. وتتولى هذه الآلات المهام التي كانت تُنفَّذ يدويًّا والتي كانت عُرضةً للأخطاء، حيث كان العمال يواجهون صعوبات في الحفاظ على الاتساق. وحقًّا إن أنظمة التثبيت بالمسامير المُحرَّكة بواسطة المحركات servo مذهلةٌ جدًّا، إذ تضع كل مسمار بدقة تصل إلى بضعة ملليمترات، مما يمنع ظهور تلك الوصلات غير المستقرة التي تنهار بسهولة تحت الأحمال. وما يميِّز هذه الآلات حقًّا هو الطريقة السلسة التي تعمل بها جميع مكوناتها معًا. فتُغذَّى ألواح الخشب في المواضع المطلوبة، ثم تُحاذا بدقة، ثم تُثبَّت بالمسامير كلُّها في حركة واحدة سلسة. وهذا يقلِّل وقت الإنتاج بشكلٍ كبيرٍ، ربما بنسبة ٤٠٪ أسرع لكل باليت، مع الحفاظ على المسافات المثلى بين ألواح السطح طوال الوقت. ولا ننسَ أيضًا لمسات النهاية النهائية: فالأسطوانات الضاغطة تُسوِّي أي عدم انتظام في السطح، بينما توفر أحزمة الصنفرة تشطيبًا نظيفًا للسطوح، وهو ما يُطلب للوفاء بمعايير ISPM 15 عند الشحن إلى الخارج. وبالفعل، تجد معظم المصانع التي تنتقل إلى هذا النوع من الأتمتة أنها تحتاج إلى عددٍ أقل بكثير من العمال — أي انخفاضًا يصل إلى حوالي ٨٥٪ في أعداد الموظفين — كما يمكنها إنتاج أربعة أضعاف عدد الباليتات يوميًّا مقارنةً بما كان ممكنًا يدويًّا. وبالطبع توجد دائمًا استثناءاتٌ تعتمد على الظروف الخاصة بكل مصنع، لكن عمومًا تمثِّل هذه الآلات ثورةً حقيقيةً في هذه الصناعة.
عوامل التكامل الحرجة: توافق تغذية الخشب، وأنظمة التحكم بالمنطق القابل للبرمجة (PLC)، وقابلية التوسع لمعالجة ٥٠٠–٥٠٠٠ منصّة يوميًّا
يعتمد تشغيل هذه الأنظمة بنجاح على ثلاثة عناصر فنية رئيسية تعمل معًا. أولها مدى كفاءتها في التعامل مع أنواع مختلفة من الخشب. ويمكن لهذه الآلات معالجة قوالب الخشب الصلب والخشب اللين التي تتفاوت أبعادها بحوالي ٣ مم في أي اتجاه. فهي لا تتوقف عن العمل أو تحتاج إلى مراقبة مستمرة من قبل شخص ما عند وجود اختلافات طفيفة في أبعاد المادة. ويلي ذلك «دماغ» العملية — أي أنظمة التحكم القائمة على وحدات التحكم المنطقية المبرمَجة (PLC). وتتولى هذه الأنظمة إدارة كل شيء، بدءًا من تحديد اتجاه ألواح الخشب وانتهاءً بتغيير عمق المسامير استنادًا إلى ما تكشفه أجهزة استشعار الرطوبة في الوقت الفعلي. كما يمكن للمُشغِّلين حل المشكلات عبر شاشات لمس سهلة الاستخدام نسبيًّا. وأخيرًا، تم تصميم النظام بأكمله على شكل وحدات قابلة للتوسُّع، مما يسمح للشركات بالنمو حسب الحاجة. فهل ترغب في الانتقال من إنتاج ٥٠٠ لوحة تحميل (بالتلت) يوميًّا إلى ٥٠٠٠ لوحة؟ فقط أضف المزيد من أحزمة النقل لتغذية المواد أو قم بتثبيت وحدات تكديس تلقائية. وهذه المرونة لها أهمية كبيرة جدًّا عندما يزداد الطلب موسميًّا. وبشكل عام، تحقق الشركات التي تُشغل أنظمة ذات إنتاجية عالية عائدًا على استثمارها خلال ١٨ شهرًا إذا كانت تعمل بنسبة استغلال تبلغ حوالي ٧٠٪ من طاقتها التشغيلية معظم الأوقات.
عملية إنتاج آلية من البداية إلى النهاية: من الخشب الخام إلى البالتات الجاهزة
الأساسيات السابقة للتشغيل الآلي: التجفيف في الأفران، والتحكم في الرطوبة (<20% رطوبة)، وشراء الخشب المُصنَّف
إن إعداد الخشب بشكلٍ صحيح ليس أمراً يمكن تجاهله إذا أردنا أن نمتلك أنظمة أتمتة مستقرة وفعّالة. ويجب أن يُخفض عملية التجفيف في الأفران مستوى الرطوبة إلى أقل من ٢٠٪ من محتوى الرطوبة (MC) لمنع حدوث مشاكل مثل التقوُّس أو انفصال المفاصل أثناء التجميع. وفي الغالب، تستغرق هذه العملية نحو يومين إلى ثلاثة أيام، لكن المدة تتفاوت حسب نوع الخشب المستخدم والعوامل المناخية المحلية. وفي الوقت نفسه، فإن توريد خشبٍ خاضعٍ للتقييم والتصنيف الصحيح يُحدث فرقاً جوهرياً في اتساق المواد. إذ يقوم الموردون الجيّدون بفحص كل دفعةٍ وفق معايير «الجمعية اليابانية لمعايير الخشب» (JAS) أو معيار المنظمة الدولية للتقييس ISO 3394، مع التركيز على ثبات الأبعاد وعدد العيوب الموجودة. وعند تنفيذ هاتين الخطوتين التحضيريتين بدقة، تشهد المصانع انخفاضاً في حالات انسداد الآلات لاحقاً، كما تنخفض نسبة الهدر ما بين ١٨٪ و٢٢٪ مقارنةً بالعمل على خشب خام غير معالج. وهذه النسبة من التحسُّن تتراكم فعلاً وتؤتي ثمارها مع مرور الزمن.
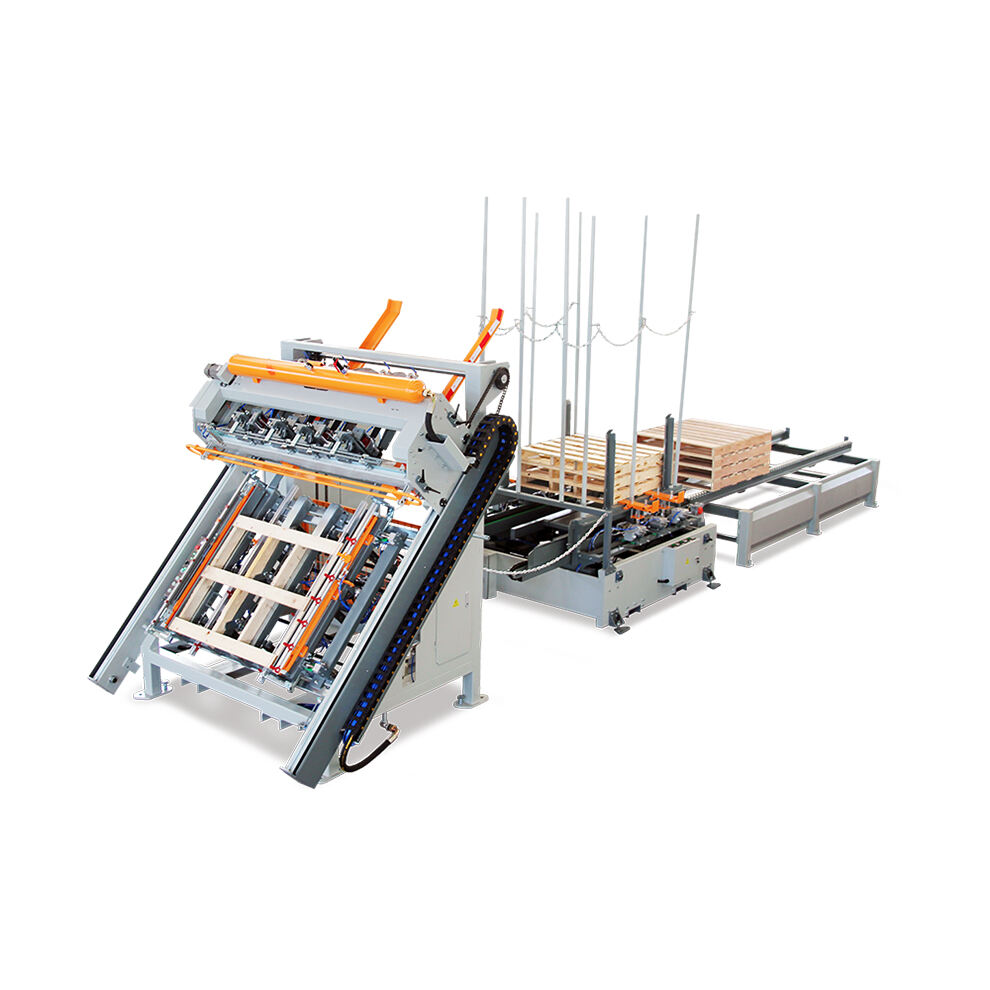
التكامل السلس للخط: تشغيل الأخشاب بالمنشار – قص الألواح باستخدام ماكينات التحكم العددي (CNC) – النقل الروبوتي – ماكينة تصنيع الباليتات الأوتوماتيكية
تتضمن عمليات تصنيع البُلَّاطات اليوم عادةً أربعة خطوات رئيسية تعمل معًا بسلاسة. وتتمثل الخطوة الأولى في مناشير التقطيع المزودة بالمسح الضوئي التي تقيس الجذوع الخشبية الخام وتقسمها إلى ألواح سطحية وأعمدة داعمة، مع تحليل حبوب الخشب أثناء العملية، مما يساعد على الاستفادة القصوى من كل جذع خشبي. ثم تأتي مرحلة آلات التقطيع الرقمية المبرمجة (CNC) التي تقطع جميع الأجزاء وفق المواصفات بدقة تبلغ نحو نصف ملليمتر. وبعد ذلك، تقوم الذراعات الروبوتية بالتقاط هذه القطع وإرسالها عبر أنظمة النقل نحو ما نسميه «قلب العملية»: وهي آلة تصنيع البُلَّاطات الآلية. وبمجرد وصولها إلى هذه الآلة، تُثبَّت جميع الأجزاء معًا باستخدام أدوات هوائية يتم توجيهها بواسطة أشعة الليزر، وتُنتَج السطوح النهائية خلال دقيقة واحدة فحسب لكل بُلَّاطة. ويُدار النظام بأكمله بشكل مستمر دون أي تدخل يدوي من البشر، ما يحقِّق جودةً متسقةً بنسبة تصل إلى ٩٨٪ من الوقت، كما يمكن للمصانع إنتاج أكثر من ٥٠٠ بُلَّاطة يوميًّا بهذه الطريقة.
استثمار بدء التشغيل، وجدول العائد على الاستثمار، وتحسين استخدام العمالة من خلال الأتمتة
تفصيل واقعي لتكاليف عام ٢٠٢٤: من ١٨٠ ألف دولار أمريكي إلى ٤٥٠ ألف دولار أمريكي للآلة التلقائية الجاهزة لتصنيع الباليتات، بما في ذلك أنظمة النقل والترتيب والتجميع ومحطات ضمان الجودة
يتطلب إنشاء خط إنتاج أرفف تلقائي كامل التزامًا ماليًّا جادًّا في المرحلة الأولية. وعادةً ما يشمل العرض الكامل جهاز تصنيع الأرفف الآلي، وبelts النقل لنقل الخشب، وأجهزة التكديس العاملة تلقائيًّا، بالإضافة إلى المحطات المخصصة لفحص الجودة. وتراوحت أسعار هذه الأنظمة بين نحو ١٨٠ ألف دولار أمريكي وقرابة نصف مليون دولار أمريكي اعتبارًا من عام ٢٠٢٤. ولماذا هذا الفارق الكبير في الأسعار؟ حسنًا، قد تبدأ العمليات الأصغر بوحدات أساسية قادرة على إنتاج نحو ٥٠٠ رف يوميًّا. أما المرافق الأكبر التي تستهدف إنتاجًا عالي الحجم فستحتاج إلى أنظمة متقدمة مزودة بأنظمة تحكم مبرمجة منطقية (PLC) متطورة وتكنولوجيا دقّية في عملية التثبيت بالمسامير لتحقيق أهداف إنتاجية تصل إلى ٥٠٠٠ وحدة يوميًّا. ولا تنسَ التكاليف الإضافية أيضًا؛ إذ ينتهي الأمر بمعظم المصانع إلى إنفاق نسبة إضافية تبلغ ١٠٪ أو حتى ١٥٪ على التحويرات المطلوبة في الموقع والمزايا الخاصة بالسلامة فقط. وما الذي يحصل عليه المصنّعون مقابل أموالهم؟ وفقًا لإحصائيات القطاع، فإن هذه الخطوط الآلية تقلّل العمل اليدوي بنسبة تقارب ٧٠٪. كما تضمن أن يتوافق كل رفٍّ على حدة مع معايير ثابتة فيما يتعلّق بالأبعاد والمتانة وجودة التشطيب العامة طوال دفعات الإنتاج.
حساب العائد على الاستثمار: استرداد التكلفة خلال ١٤–٢٢ شهرًا عند استخدام السعة الإنتاجية بنسبة ٧٠٪؛ وتحويل دور العمالة من التجميع اليدوي إلى الإشراف على الآلات والخدمات اللوجستية
توفر الأتمتة عوائد مالية قابلة للقياس خلال ١٤–٢٢ شهرًا عند التشغيل بنسبة استخدام سعة إنتاجية تبلغ ٧٠٪. ويشمل هذا الجدول الزمني ثلاثة عوامل مُحقَّقة ومُوثَّقة:
- إعادة هيكلة القوى العاملة ، مما يقلل أدوار التجميع اليدوي بنسبة ٦٠٪، وإعادة توزيع الموظفين للإشراف على الآلات، وتنسيق الخدمات اللوجستية، والصيانة الوقائية
- كفاءة الإنتاج ، ما يتيح إنتاج ٥٠٠–٥٠٠٠ منصّة يوميًّا مع خفض الأخطاء البُعدية أو في التجميع بنسبة ٣٠–٥٠٪
-
الاستخدام الأمثل للموارد ، ما يقلل هدر المواد بنسبة ١٨٪ عبر خوارزميات قطع تعتمد على أنظمة التحكم الرقمي بالكمبيوتر (CNC) وأنماط ثابتة لتثبيت المسامير
وبهامش ربح إجمالي نموذجي يتراوح بين ٢٫٥٠ و٤٫٠٠ دولار أمريكي لكل منصّة، يتم استرداد تكلفة المعدات بالكامل خلال ٢٢ شهرًا. وبعد فترة استرداد التكلفة، تُبلِّغ المنشآت عن ارتفاع هامش الربح الإجمالي بنسبة ٤٠٪— مدفوعًا بإعادة توزيع القوى العاملة، وانخفاض أعمال الإصلاح، وجودة الإنتاج المتوقَّعة والمستقرة. وتعتمد المكاسب المستدامة على برامج تدريب منهجية للمشغلين وبروتوكولات صيانة استباقية.
التنقل بين المفاضلات التشغيلية: الأتمتة مقابل مرونة التخصيص
تجلب الأتمتة كفاءة استثنائية، لكنها تخلق خيارًا صعبًا بين توحيد الإنتاج الضخم والمرونة في تنفيذ الطلبات المخصصة. وتؤدي الأتمتة الثابتة أداءً ممتازًا عند تصنيع آلاف المنصات المتطابقة يوميًّا مع الحاجة المحدودة جدًّا إلى التدخل البشري. ومع ذلك، فإن إدخال تغييرات لتصنيع أحجام مختلفة أو ميزات خاصة غالبًا ما يتطلب إيقاف العمليات تمامًا لمدة عدة أيام متتالية. أما الأتمتة المرنة فتحل بعض هذه المشكلات من خلال وحدات تحكم قابلة للبرمجة وأجزاء قابلة للتبديل، ما يسمح بالتحول السريع بين مواصفات المنتجات المختلفة. وبطبيعة الحال، هناك عيبٌ في هذا النهج: فعادةً ما تكلِّف هذه الأنظمة المرنة أكثر بنسبة تتراوح بين ٣٠٪ و٥٠٪ في البداية، كما تتطلب مستويات أعلى من المهارات الفنية لدى الفنيين. وغالبًا ما يجد معظم المصنِّعين أنفسهم في وضعٍ وسيطيٍّ بين هذين النموذجين، اعتمادًا على نوع نشاطهم التجاري. فالموزِّعون الكبار الذين يركِّزون على الحجم يميلون عادةً إلى الاعتماد على الأتمتة الثابتة لأنها تُنفِّذ المهمة بسرعةٍ أكبر وببساطةٍ أكبر. أما الشركات العاملة في بيئات خاضعة لتنظيمات صارمة — مثل تصنيع الأدوية أو مكونات الطائرات أو التجميعات الإلكترونية باهظة الثمن — فهي بحاجة عمومًا إلى المرونة التي توفرها أنظمة الأتمتة المرنة لتلبية جميع تلك المتطلبات الصارمة المتعلقة بالجودة عبر مواصفات متفاوتة.
الأسئلة الشائعة
ما هي المزايا الرئيسية لآلات تصنيع الباليتات الأوتوماتيكية؟
توفر آلات تصنيع الباليتات الأوتوماتيكية دقةً محسَّنةً، وتخفيضًا في تكاليف العمالة، وإنتاجيةً أعلى، وجودةً متسقةً، ما يُسهم في تبسيط عملية إنتاج الباليتات بشكلٍ كبيرٍ.
كيف تتعامل آلات تصنيع الباليتات الأوتوماتيكية مع أنواع الخشب المختلفة؟
هذه الآلات متوافقة مع كلٍ من الأخشاب الصلبة والأخشاب اللينة، وتتكيف مع التباينات في الأحجام والرطوبة عبر أنظمة تحكم متقدمة تعتمد على وحدات التحكم المنطقية القابلة للبرمجة (PLC).
ما المدة النموذجية لاسترداد الاستثمار (ROI) عند إنشاء خط إنتاج أوتوماتيكي للباليتات؟
تتراوح فترة استرداد الاستثمار (ROI) لخط إنتاج باليتات بالكامل أوتوماتيكي عمومًا بين ١٤ و٢٢ شهرًا، شريطة تشغيل النظام بنسبة استخدام تبلغ نحو ٧٠٪ من طاقته الإنتاجية.
هل يمكن توسيع نطاق هذه الآلات لتلبية احتياجات إنتاجية متزايدة؟
نعم، هذه الأنظمة قابلة للتعديل والتوسيع وفق نموذج وحدات، مما يسمح بزيادة الطاقة الإنتاجية من ٥٠٠ إلى ٥٠٠٠ باليت يوميًّا، لتلبية الذروات الموسمية في الطلب.
هل من الممكن تخصيص الباليتات باستخدام الأتمتة؟
وبينما تتفوق الأتمتة الثابتة في التوحيد القياسي، فإن الأنظمة المرنة متوفرة أيضًا، لكنها تتطلب تكلفة أولية أعلى وتحتاج إلى فنيين مؤهلين لإجراء التعديلات.
جدول المحتويات
- لماذا تُعتبر الآلة الأوتوماتيكية لتصنيع البالتات العمود الفقري الاستراتيجي لمصنعك؟
- عملية إنتاج آلية من البداية إلى النهاية: من الخشب الخام إلى البالتات الجاهزة
-
استثمار بدء التشغيل، وجدول العائد على الاستثمار، وتحسين استخدام العمالة من خلال الأتمتة
- تفصيل واقعي لتكاليف عام ٢٠٢٤: من ١٨٠ ألف دولار أمريكي إلى ٤٥٠ ألف دولار أمريكي للآلة التلقائية الجاهزة لتصنيع الباليتات، بما في ذلك أنظمة النقل والترتيب والتجميع ومحطات ضمان الجودة
- حساب العائد على الاستثمار: استرداد التكلفة خلال ١٤–٢٢ شهرًا عند استخدام السعة الإنتاجية بنسبة ٧٠٪؛ وتحويل دور العمالة من التجميع اليدوي إلى الإشراف على الآلات والخدمات اللوجستية
- التنقل بين المفاضلات التشغيلية: الأتمتة مقابل مرونة التخصيص
-
الأسئلة الشائعة
- ما هي المزايا الرئيسية لآلات تصنيع الباليتات الأوتوماتيكية؟
- كيف تتعامل آلات تصنيع الباليتات الأوتوماتيكية مع أنواع الخشب المختلفة؟
- ما المدة النموذجية لاسترداد الاستثمار (ROI) عند إنشاء خط إنتاج أوتوماتيكي للباليتات؟
- هل يمكن توسيع نطاق هذه الآلات لتلبية احتياجات إنتاجية متزايدة؟
- هل من الممكن تخصيص الباليتات باستخدام الأتمتة؟
