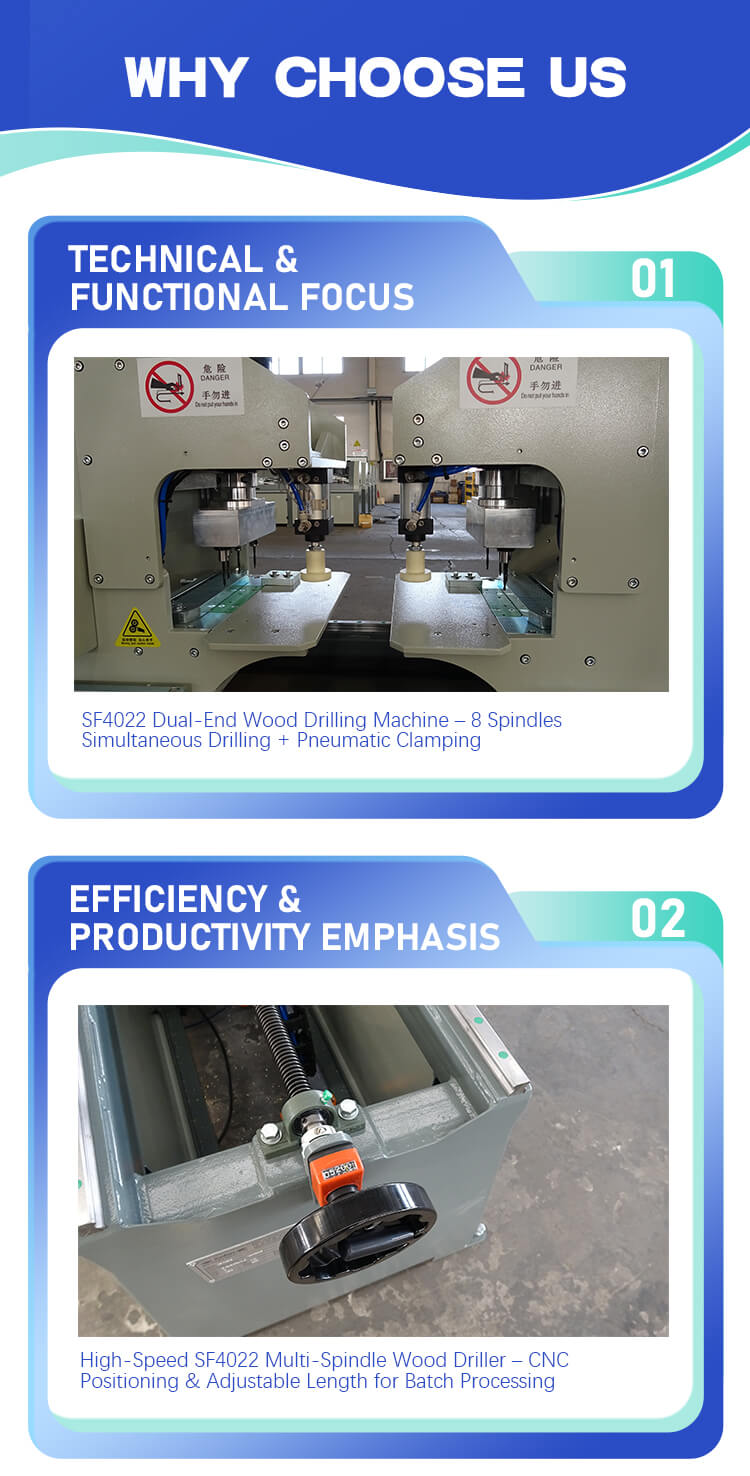
P: ¿Qué hace la SF4022?
R: Perfora dos agujeros sincrónicos (uno en cada extremo) en las tablas laterales de palets EUR, listas para el remachado de bisagras en la SF4070 / SF4091.
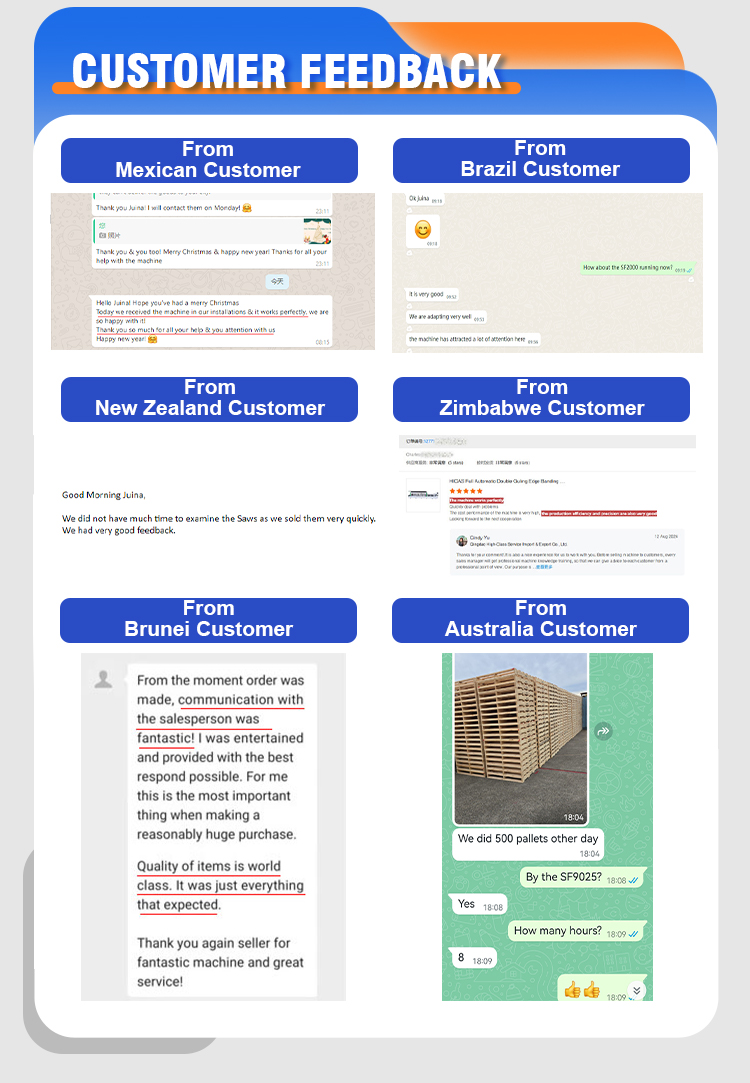
P: ¿Cuál es su velocidad?
R: Aproximadamente 200 tablas por hora, o unas 1.600 por turno de 8 horas: aproximadamente el doble que una perforadora de un solo cabezal.
P: ¿Qué tamaños de tablero acepta?
R: Longitud de 540 a 1.200 mm (personalizable), anchura de 195 a 205 mm, grosor de 19 a 22 mm.
P: ¿Cuál es el diámetro y la separación entre los agujeros?
R: Agujeros de 5 mm con una distancia fija de 50 mm: especificación estándar para los agujeros de remache en las tablas laterales de palets EUR.
P: ¿Qué componentes utiliza?
A: Posicionamiento servo CNC y sujeción neumática.
P: ¿Es compatible con la línea de collares SF4070 / SF4091?
R: Sí: la SF4022 perfora los agujeros, la SF4070 roscas los pasadores e inserta las bisagras, y la SF4091 remacha las bisagras. Juntas forman un flujo de trabajo completo para la producción de collares de palet EUR.
P: ¿Qué pasa con el cumplimiento de la normativa europea?
R: Certificada CE (n.º de certificado: M.2024.206.C106826), además de estar registrada conforme a la normativa alemana VerpackG y a la normativa española EPR.
P: ¿Qué voltaje utiliza?
R: Tensión estándar de 380 V / 50 Hz, con opción de 220 V / 60 Hz disponible al realizar el pedido.
Q: ¿Cuál es el tiempo de entrega?
R: De 30 a 40 días tras la confirmación del pedido.
P: ¿Qué condiciones de pago aceptan?
R: Depósito del 30 % mediante transferencia bancaria (T/T), letra de crédito a la vista (LC).