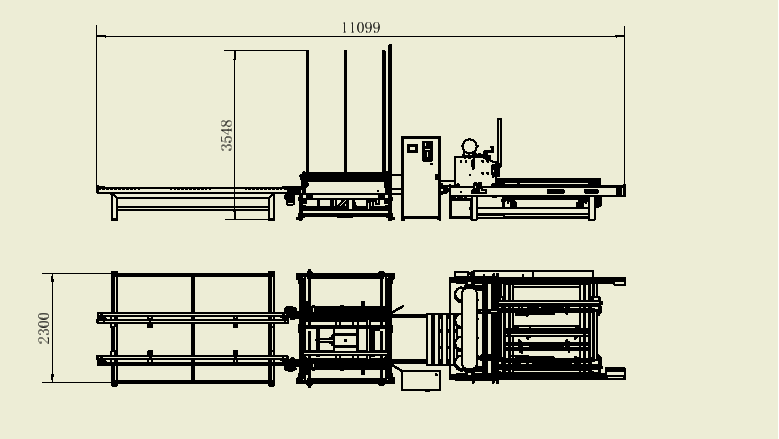
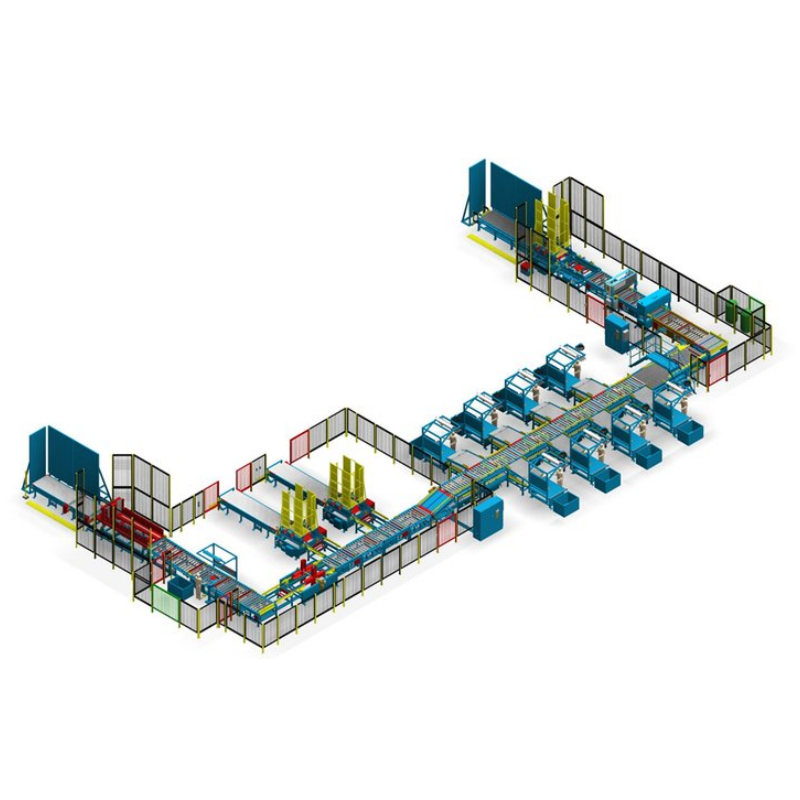
- Platzieren Sie die Komponenten der Fertigungslinie in der Reihenfolge, wie sie in der Abbildung dargestellt ist.
- Passen Sie den Abstand zwischen den Komponenten entsprechend der tatsächlichen Palettengröße an. Der Abstand zwischen der Nagelmaschine und der Stapelmaschine sollte etwa 1,2 m betragen, und der Abstand zwischen der Stapelmaschine und dem Austragsbereich ca. 0,55 m.
- Falls der Boden uneben ist, stellen Sie die Justierschrauben am Unterboden der Geräte so ein, dass die Geräte ordnungsgemäß ausgerichtet sind.
Hinweis: Wenn ein Gabelstapler zum Transport der Werkzeugmaschine verwendet wird, stellen Sie sicher, dass der Gabelstapler eine ausreichende Tragfähigkeit besitzt. Die Breite der Gabelstaplergabeln muss der Breite des Maschinenkörpers entsprechen, und die Gabellänge muss ausreichend sein, um über den Maschinenkörper hinauszuragen, damit die Maschine korrekt positioniert werden kann.
Elektrische Verkabelung und Erdung:
- Stellen Sie sicher, dass die Hauptstromversorgung der Werkstatt die elektrischen Anforderungen der Werkzeugmaschine erfüllen kann, und prüfen Sie, ob die Netzspannung mit der Betriebsspannung der Maschine übereinstimmt. Der Querschnitt des Kabels ist auf Grundlage der Gesamtleistung der Maschine zu bestimmen. Für dieses Maschinenmodell empfehlen wir Kupferkabel mit einem Querschnitt von mindestens 4 mm². Die Überstromschutzeinrichtung ist auf einen Schutzstrom von ca. 20 A einzustellen.
- Stellen Sie sicher, dass die Maschine zuverlässig geerdet ist.
- Die Verbindung zwischen den verschiedenen Komponenten der Anlage und der Hauptstromverteilerbox erfolgt über Luftfahrtstecker. Stellen Sie sicher, dass die Luftfahrtstecker korrekt zugeordnet und sicher verbunden sind, wie in der Abbildung dargestellt.

- Bestimmen Sie die Kabeleinführungsstellen gemäß dem Produktionsplan und verbinden Sie die Kabel an den markierten Positionen in der Abbildung mit den Klemmenblöcken der Maschine.

Hinweis: Bei der Verkabelung ist das mit der Anlage gelieferte elektrische Schaltplan zu beachten. Das elektrische System der Maschine ist von einem gut ausgebildeten Elektriker zu verdrahten und zu warten.
Anschluss der Druckluft an die Maschine:
Stellen Sie sicher, dass die Druckluftversorgung der Werkstatt die Anforderungen der Maschine erfüllt. Nur bei ausreichender Druckluftversorgung kann die Maschine optimal arbeiten. Die zugeführte Druckluft muss trocken, wasserfrei sein und folgende Maschinenparameter erfüllen:
Innendurchmesser des Druckluftzuleitungsrohrs ≥ Ø25 mm
Druckluftdruck: 0,7–0,8 MPa
Beziehen Sie sich auf das pneumatische Schaltbild der Maschine und die Druckluftaufbereitungseinheit (die sich unter dem Maschinenkörper und an beiden Seiten des Druckluftspeichers befindet), um die Funktionsweise und Bedienung der folgenden pneumatischen Komponenten zu verstehen.
Um einen ordnungsgemäßen Betrieb der Nagelpistole sicherzustellen und deren Lebensdauer zu verlängern, verwendet das Gerät eine zweistufige Luftfiltration sowie ein eigenständiges Schmiersystem.
Haupt-Druckluftaufbereitungseinheit:
Dieses Gerät integriert Filter, Ölnebel-Schmiereinrichtung und Druckregler in einer Einheit und stellt so sicher, dass das gesamte Druckluftsystem trockene und saubere Luft erhält. Das von dem System abgeschiedene Wasser und Staub sind deutlich im durchsichtigen Glasbehälter sichtbar. Der Benutzer sollte die Menge an Wasser und Staub überwachen und diese durch Öffnen des Ventils am Boden des Behälters ablassen.
Diese Einheit ist die Haupt-Druckluftaufbereitungseinheit für das Gerät. Der Druckmesser auf der rechten Seite ist mit der externen Druckluftquelle verbunden. Stellen Sie mithilfe des Druckreglers den Druck auf einen Wert zwischen 0,65 und 0,8 MPa ein.

Nagelpistolen-Schmiersystem:
Die Produktionslinie ist mit einem automatischen Schmiersystem für die Nagelpistole ausgestattet, das sicherstellt, dass die Nagelpistole ausreichend geschmiert wird und ihre Lebensdauer verlängert wird. Das System besteht aus einem Ölvorratsbehälter, einem Magnetventil, einem Rückschlagventil und Ölleitungen und wird über die SPS für eine automatische Ölzufuhr gesteuert. Der Luftdruck, der diesem System zugeführt wird, muss mindestens 0,1 MPa höher sein als der Druck des Gerätesystems. Der Ölzufuhrzyklus erfolgt nach einer bestimmten Anzahl hergestellter Paletten (diese Anzahl kann über den Touchscreen eingestellt werden). Das Schmiersystem wird ab der ersten produzierten Palette aktiviert und wiederholt sich nach jeweils einer festgelegten Anzahl fertiggestellter Paletten im nächsten Zyklus. Der Ölstand im Ölvorratsbehälter ist regelmäßig zu überprüfen; bei Nachfüllbedarf ist die Druckluftzufuhr abzuschalten und die eingeschlossene Luft abzulassen. Anschließend ist der Ölvorratsbehälter zu öffnen und nachzufüllen, wobei darauf zu achten ist, dass die Ölkappe sorgfältig wieder eingesetzt wird, um Leckagen zu vermeiden. Danach ist die Druckluftzufuhr langsam zu öffnen und auf eventuelle Ölleckagen zu prüfen.

Maschinenluft- und Stromanschluss:
- Verbinden Sie die Druckluftquelle (stellen Sie sicher, dass die Druckluft trocken und ausreichend ist).
-
Stellen Sie das Manometer so ein, dass der Luftdruck im für das Nageln erforderlichen Bereich liegt.
Stellen Sie den Druck des zentralen Druckluftprozessors auf 0,65–0,8 MPa ein.
- Schalten Sie den Netzschalter ein und schließen Sie den Leistungsschalter.





 Aktuelle Nachrichten
Aktuelle Nachrichten