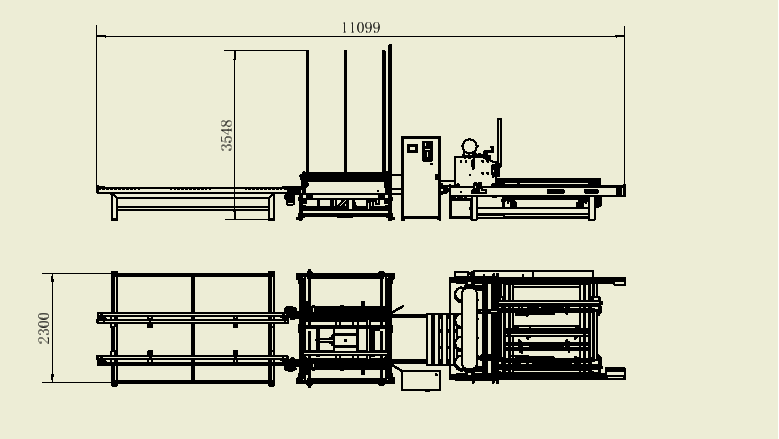
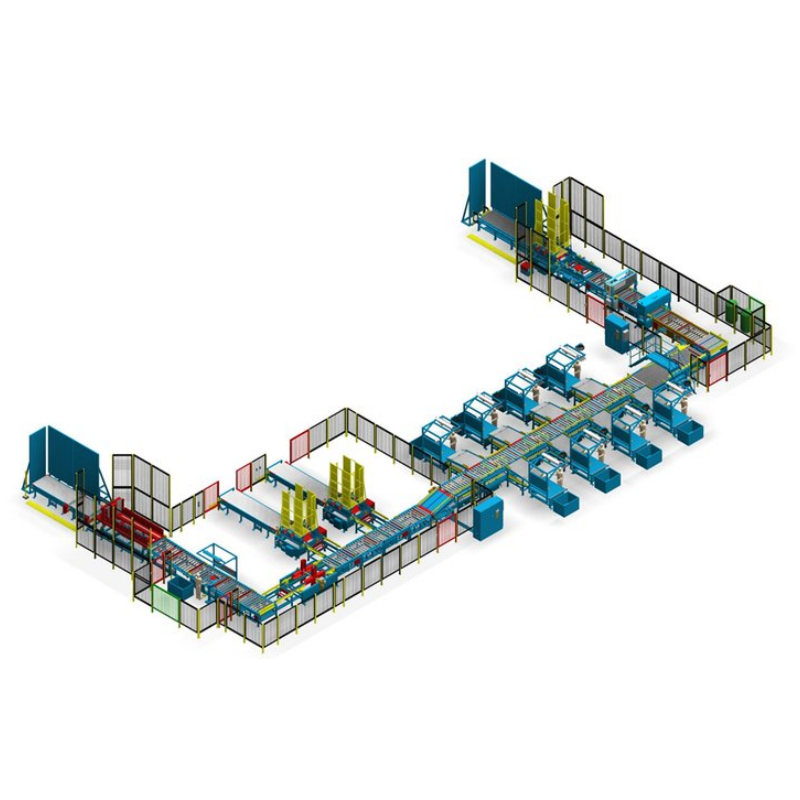
- Разместите компоненты производственной линии последовательно, как показано на схеме.
- Регулируйте расстояние между компонентами в зависимости от фактического размера поддона. Расстояние между гвоздезабивным устройством и штабелирующим станком должно составлять приблизительно 1,2 м, а расстояние между штабелирующим станком и участком выгрузки — около 0,55 м.
- Если пол неровный, отрегулируйте опорные винты оборудования в нижней части, чтобы обеспечить правильное выравнивание оборудования.
Примечание: При перемещении станка с помощью вилочного погрузчика убедитесь, что грузоподъемность погрузчика достаточна. Ширина вил погрузчика должна соответствовать ширине корпуса станка, а длина вил — быть достаточной для их выступания за пределы корпуса станка при правильной установке.
Электропроводка и заземление:
- Убедитесь, что основное электропитание цеха способно удовлетворить электрические потребности станка, и проверьте соответствие номинального напряжения сети рабочему напряжению станка. Сечение кабеля должно быть определено исходя из общей мощности станка. Для данной модели станка рекомендуется использовать медные кабели сечением не менее 4 мм². Устройство защиты от перегрузки по току должно быть настроено на ток срабатывания около 20 А.
- Обеспечьте надежное заземление станка.
- Соединение между различными компонентами оборудования и главным электрическим распределительным щитом осуществляется с помощью авиационных разъёмов. Убедитесь, что авиационные разъёмы правильно подобраны и надёжно соединены, как показано на схеме.

- Определите точки ввода кабелей в соответствии с производственным планом и подключите кабели к клеммным колодкам станка в отмеченных на схеме местах.

Примечание: При монтаже электропроводки пользователь должен строго следовать электрической принципиальной схеме, прилагаемой к оборудованию. Монтаж и техническое обслуживание электрической системы станка должны выполняться квалифицированным электриком.
Подключение сжатого воздуха к станку:
Убедитесь, что воздушный поток в цеху соответствует требованиям станка. Только при достаточном воздушном потоке станок сможет работать в оптимальном режиме. Подаваемый сжатый воздух должен быть сухим, не содержать конденсата и соответствовать следующим параметрам станка:
Внутренний диаметр подающего воздушного трубопровода ≥ Ф25 мм
Давление воздуха: 0,7–0,8 МПа
Обратитесь к пневматической схеме станка и к блоку подготовки сжатого воздуха (расположен под корпусом станка и по обеим сторонам воздушного ресивера), чтобы понять принцип действия и порядок работы следующих пневматических компонентов.
Для обеспечения правильной работы пневматического гвоздезабивного пистолета и увеличения срока его службы оборудование оснащено двойной системой фильтрации воздуха и независимой системой смазки.
Основной блок подготовки сжатого воздуха:
Это устройство объединяет в одном корпусе фильтр, маслораспылитель и редукционный клапан, обеспечивая подачу сухого и чистого воздуха во всю пневматическую систему. Вода и пыль, отделяемые системой, наглядно видны в прозрачном стеклянном стакане. Пользователь должен контролировать количество скопившейся воды и пыли и удалять их, открывая клапан в нижней части стакана.
Данный блок является основным блоком подготовки сжатого воздуха для оборудования. Манометр на правой стороне подключён к внешнему источнику сжатого воздуха. С помощью регулятора давления установите рабочее давление в диапазоне от 0,65 до 0,8 МПа.

Система смазки гвоздезабивного пистолета:
Производственная линия оснащена автоматической системой смазки для гвоздезабивного пистолета, обеспечивающей его достаточную смазку и продлевающей срок его службы. Система состоит из масляного резервуара, электромагнитного клапана, обратного клапана и маслопроводов и управляется ПЛК для автоматической подачи масла. Давление сжатого воздуха, подаваемое в эту систему, должно превышать давление в системе оборудования не менее чем на 0,1 МПа. Цикл подачи масла осуществляется после изготовления определённого количества поддонов (это количество задаётся на сенсорном экране). Система смазки начинает работать с первого изготовленного поддона и продолжает функционировать через каждые заданное количество поддонов в последующих циклах. Уровень масла в масляном резервуаре следует регулярно проверять; при необходимости пополнения необходимо отключить источник сжатого воздуха и стравить остаточный воздух из системы. Затем открыть масляный резервуар и пополнить его маслом, аккуратно установив масляный стакан во избежание утечек. Постепенно откройте подачу сжатого воздуха и проверьте наличие утечек масла.

Подключение машины к источнику воздуха и электропитанию:
- Подключите источник сжатого воздуха (убедитесь, что подача воздуха сухая и достаточная).
-
Отрегулируйте манометр, чтобы обеспечить давление воздуха в требуемом диапазоне для пробойки гвоздей.
Установите давление на основном воздушном фильтре-осушителе в диапазоне 0,65–0,8 МПа.
- Включите выключатель питания и замкните автоматический выключатель.





 Горячие новости
Горячие новости