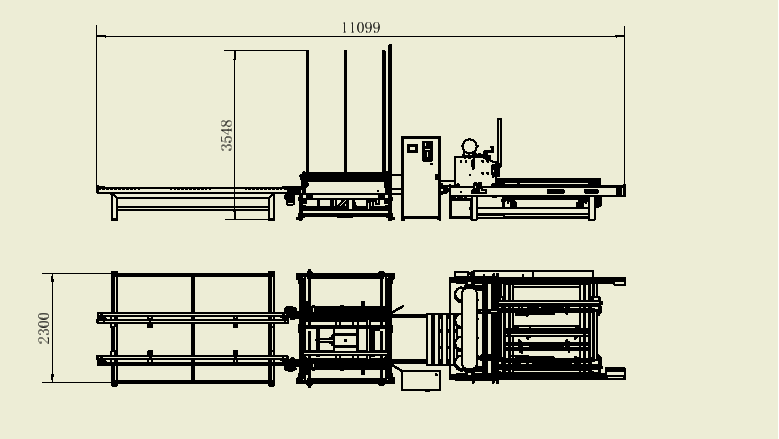
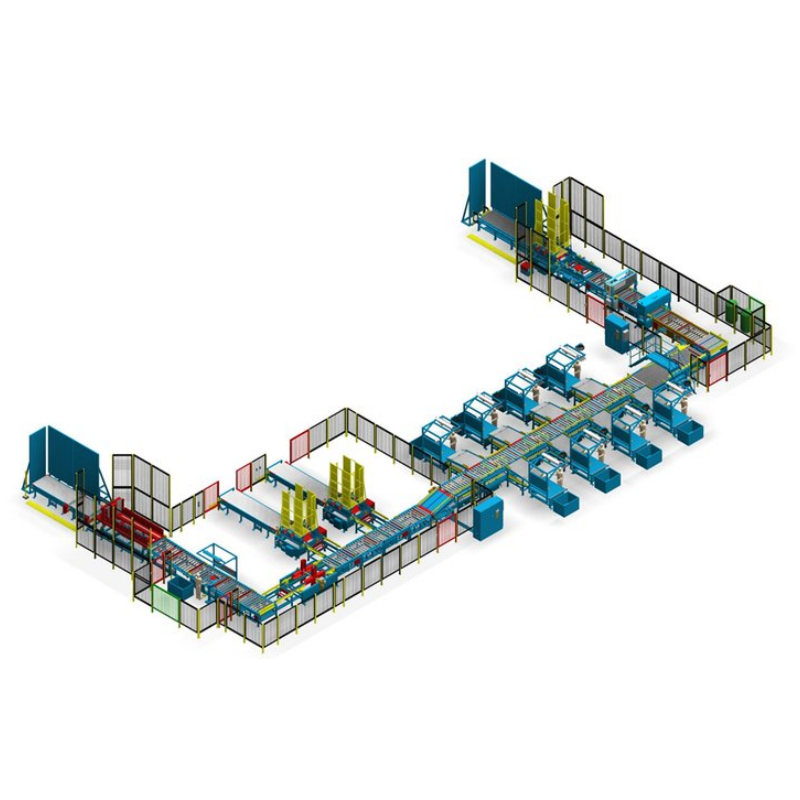
- Placez les composants de la ligne de production dans l’ordre indiqué sur le schéma.
- Ajustez la distance entre les composants en fonction de la taille réelle des palettes. La distance entre le cloueur et la machine d’empilement doit être d’environ 1,2 m, et celle entre l’empileuse et la zone de déchargement doit être d’environ 0,55 m.
- Si le sol est irrégulier, ajustez les vis de nivellement situées sous l’équipement afin de garantir un positionnement parfaitement horizontal de celui-ci.
Remarque : Lors de l'utilisation d'un chariot élévateur pour déplacer la machine-outil, assurez-vous que le chariot élévateur possède une capacité de charge suffisante. La largeur des fourches du chariot élévateur doit correspondre à la largeur du corps de la machine, et la longueur des fourches doit être suffisante pour dépasser le corps de la machine afin d'assurer un positionnement correct.
Câblage électrique et mise à la terre :
- Assurez-vous que l'alimentation électrique principale de l'atelier peut répondre aux besoins électriques de la machine-outil, et vérifiez que la tension principale correspond à la tension de fonctionnement de la machine. La section des câbles doit être déterminée en fonction de la puissance totale de la machine. Pour ce modèle de machine, nous recommandons d'utiliser des câbles en cuivre dont la section est supérieure ou égale à 4 mm². Le dispositif de protection contre les surintensités doit être réglé sur un courant de protection d'environ 20 A.
- Assurez-vous que la machine est correctement mise à la terre.
- La connexion entre les différents composants de l'équipement et la boîte électrique principale utilise des connecteurs aéronautiques. Assurez-vous que les connecteurs aéronautiques sont correctement appariés et solidement branchés, comme indiqué sur le schéma.

- Déterminez les points d'entrée des câbles conformément au plan de production et raccordez les câbles aux borniers de la machine aux emplacements marqués sur le schéma.

Remarque : Lors du câblage, l'utilisateur doit suivre le schéma électrique fourni avec l'équipement. Le système électrique de la machine doit être câblé et entretenu par un électricien bien formé.
Raccordement de l'air comprimé à la machine :
Assurez-vous que l'alimentation en air de l'atelier répond aux exigences de la machine. Seule une alimentation en air suffisante permet à la machine de fonctionner de manière optimale. L'air comprimé fourni doit être sec, exempt d'eau et respecter les paramètres suivants de la machine :
Diamètre intérieur du conduit d'alimentation en air ≥ Ф25 mm
Pression d'air : 0,7–0,8 MPa
Reportez-vous au schéma pneumatique de la machine et à l’unité de traitement de l’air (située sous le châssis de la machine et des deux côtés du réservoir d’air) pour comprendre les principes et le fonctionnement des composants pneumatiques suivants.
Afin d’assurer le bon fonctionnement de la cloueuse et d’en prolonger la durée de vie, l’équipement est équipé d’un double filtrage de l’air et d’un système de lubrification indépendant.
Traitement principal de la source d’air :
Cet appareil intègre en un seul bloc le filtre, le lubrificateur à brouillard d’huile et le régulateur de pression, garantissant ainsi que l’ensemble du système pneumatique reçoit de l’air sec et propre. L’eau et les poussières séparées par le système sont clairement visibles dans le godet en verre transparent. L’utilisateur doit surveiller la quantité d’eau et de poussières accumulées et les évacuer en ouvrant la vanne située au bas du godet.
Cette unité constitue le traitement principal de la source d’air de l’équipement. Le manomètre situé sur le côté droit est raccordé à la source d’air externe. Réglez le régulateur de pression afin d’obtenir une pression comprise entre 0,65 et 0,8 MPa.

Système de lubrification pour cloueuses :
La ligne de production est équipée d'un système de lubrification automatique pour la cloueuse, garantissant que celle-ci reçoit une lubrification adéquate et prolonge sa durée de vie. Ce système se compose d'un réservoir d'huile, d'une électrovanne, d'une vanne anti-retour et de canalisations d'huile, et est piloté par un automate programmable (API) pour assurer une alimentation automatique en huile. La pression d'air fournie à ce système doit être supérieure de 0,1 MPa à la pression du système de l'équipement. Le cycle d'approvisionnement en huile s'effectue après qu'un certain nombre de palettes a été fabriqué (ce nombre peut être réglé sur l'écran tactile). Le système de lubrification entre en fonction dès la première palette produite et se réactive après chaque lot prédéfini de palettes achevées au cours du cycle suivant. Le niveau d'huile dans le réservoir doit être vérifié fréquemment ; en cas de besoin de remplissage, la source d'air doit être coupée et l'air contenu à l'intérieur doit être évacué. Ensuite, ouvrez le réservoir d'huile pour le remplir, en veillant à bien installer le bocal à huile afin d'éviter toute fuite. Ouvrez progressivement la source d'air et vérifiez la présence d'éventuelles fuites d'huile.

Connexion pneumatique et électrique de la machine :
- Raccordez la source d’air (assurez-vous que l’alimentation en air est sèche et suffisante).
-
Réglez le manomètre afin de garantir que la pression d’air se situe dans la plage requise pour le poinçonnage des clous.
Réglez la pression du traitement de la source d’air principale à 0,65–0,8 MPa.
- Enclenchez l’interrupteur d’alimentation et fermez le disjoncteur.





 Actualités en vedette
Actualités en vedette