

التعرف على ومعالجة جهاز طلاء الأسطوانات عيوب
تصور المشكلات الشائعة في الطبقة الطلائية
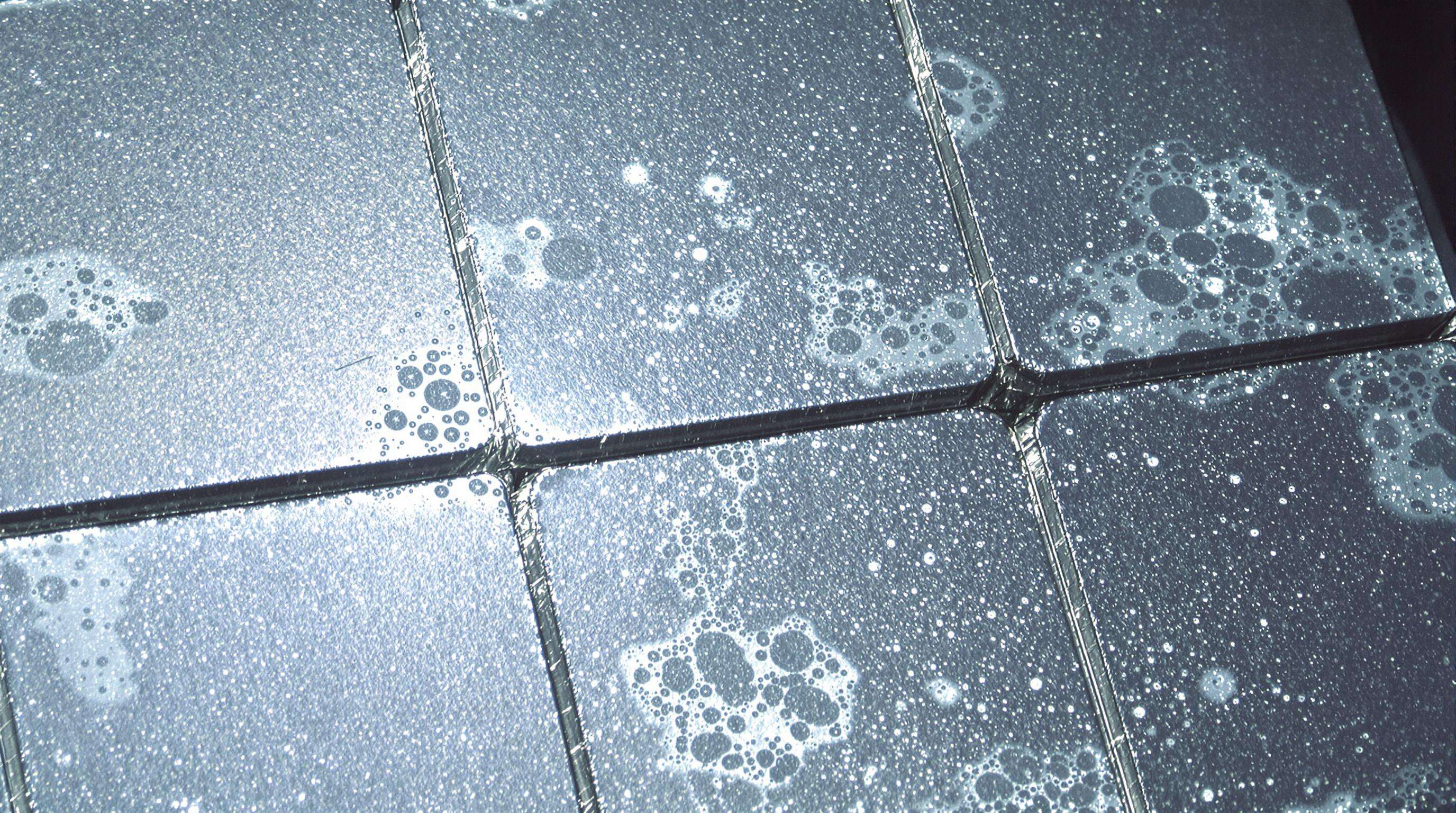
كشف العيوب المبكر يساعد في تجنب التصحيحات المكلفة. من بين الشوائب الشائعة: الحفر (ثقوب سطحية ناتجة عن الهواء المحبوس)، وعيون السمك (بقع جلّية تكشف عن وجود ملوثات في الطبقة الأساسية)، والتقرحات (فقاعات ناتجة عن الرطوبة أو المذيبات المحبوسة) وغيرها. إن تحليل الصور المجهرية من صورة بتكبير 100× يوفر معلومات قيمة حول تلوث الجسيمات أو التشتت غير الكامل. ويمكن تحقيق المراقبة في الوقت الفعلي خلال العملية بمساعدة أدوات الفحص عبر الإنترنت. ركز على اكتشاف العيوب، وعند الانتهاء من ذلك انتقل إلى الإجراء التصحيحي. في كثير من الأحيان، يُخطئ في اعتبار التلوث السطحي العادي على أنه 'تلوث جلّي' عند استخدام المكبر.
تحليل الجذور لحالات فشل التصاق
يُنتج عيب الالتصاق عمومًا عن ضعف تفاعلي بسبب تلوث السطح مثل الزيوت أو الغبار أو ضعف التفاعل الكيميائي بين الطبقات وظروف التصلب. وجدت دراسة صناعية أُجريت في عام 2023 أن 74% من حالات التشقق الطبقي سببها المعالجة الأولية غير الكافية. قم بتحليل فشل المقاطع العرضية لتقييم ما إذا كان فشل اللصق (انفصال الطلاء عن الركيزة) أو فشل تجميعي (فشل داخلي في كتلة الطلاء). ويتم قياس قابلية تبلل الركيزة باستخدام قيم الطاقة السطحية، حيث تعكس القيم الأقل من 40 داين/سم ركائز ذات إمكانية ضعيفة للالتصاق. اعتمد تدابير صارمة في المعالجة الأولية للطلاء: يمكن لأي من التآكل الكيميائي أو المعالجة البلازما أن تزيد من الطاقة السطحية بعد المعالجة بنسبة تزيد عن 60%.
حل مشاكل عدم تساوي سمك الفيلم
يتجلى عدم التساوي في السمك في شكل بقع أو فجوات في الأداء تُعزى إلى تقلبات اللزوجة , ضغوط غير منتظمة في الأسطوانات ، أو تغيرات في توتر الركيزة تُظهر دراسات المعايرة أن التحمل في السمك بنسبة +/- 5% يتطلب موازاة للدُّرَّاقات ضمن نطاق 0.001 بوصة. حدِّد مخاطر التزلج المائي في الأنظمة ذات الفتحة الضيقة (slot-die) من خلال تحسين مُعدِّلات اللزوجة للحفاظ على اللزوجة فوق 3000 سنتيبويز. بالنسبة لتطبيقات طلاء الأسطوانة:
- أعد ضبط ضغوط التلامس (nip pressures) كل ربع سنة باستخدام أجهزة استشعار كهروضغطية
- ثبت مقاييس أشعة بيتا متسلسلة (inline) لرسم خرائط للسمك في الوقت الفعلي
- حاصر سرعة الشريط (web speed) مع أوقات الاستعادة اللزوجة-المرونية (عادةً 200 مللي ثانية للمحاليل البوليمرية)
تحديات التحكم في شد الشريط (Web Tension) في عمليات الطلاء الأسطواني
تشخيص أعراض اختلال التوتر
إن مراقبة المؤشرات التشغيلية هي الخطوة الأولى لتحديد عدم انتظام التوتر. إن سلوك الاحتكاك بعد ذلك مختلف بشكل جوهري عن الحالة الرطبة خلال عملية التغليف الفعلية سواء في مرحلة التوجيه أو في بداية مرحلة التسارع. هناك بعض الأعراض المهمة، مثل دوران الأسطوانات الخلفية أسرع بنسبة 1٪ مقارنة بسرعة المادة، ويمكن قياس ذلك بواسطة أجهزة استشعار التوتر المثبتة في المصب والتي تعكس تمددًا كبيرًا جدًا. وقد أظهرت فترات التسارع حدوث انزلاق متقطع شديد يتجاوز 80 قدمًا في الدقيقة (24 مترًا/دقيقة) حتى تبدأ عملية التغليف في فرض قوتها على الجر.
منع انزلاق المادة من خلال تحسين الاحتكاك
بدون حلول تعالج الاحتكاك على المدى الطويل، لا يمكن تحقيق توتر مستقر باستمرار. لا ينبغي للمشغلين وضع مواد تُحسّن الأداء على الأسطوانات، مثل التلك أو النشا، لتسريع اهتراء الأسطوانات. إن التحكم الفعّال في التوتر يكون ببساطة أكثر اتساقًا طوال جميع مراحل التشغيل بما في ذلك مرحلة الإدخال وعند تغيّر السرعة. يشمل الوقاية على المدى الطويل فحص سطح المادة باستمرار والتحكم في الرطوبة لضمان استقرار معاملات الاحتكاك، واستخدام وحدة تحكم منطقية قابلة للبرمجة لإجراء تصحيح تلقائي أثناء تغيّر اللزوجة.
معالجة عيوب لف الأسطوانات
استكشاف أنماط التلسكوب والحرمان
الانزلاق التلسكوبي هو تشكيل هيئة على شكل مخروط في لفة ملفوفة من صفائح فردية، نتيجة للحركة الجانبية بالنسبة للصفائح المجاورة. وعادةً ما ينتج عن تفاوت في التوتر في الاتجاه العرضي للآلة بنسبة تزيد عن 15%. تظهر أنماط الجوعان (starvation) على شكل مناطق خالية متزايدة عندما تنخفض طبقة الطلاء عن القيم الحرجة للتغطية. التشخيص الأساسي للتحقق هو توحيد تقويس الأسطوانة ضمن نطاق تفاوت 0.05 مم، وتغير التوتر الديناميكي.
تصحيح مشكلة الويب المبتل بالمحاذاة
تحدث مشكلة الويب المبتل عندما يتجاوز التوتر في المركز حافة التوتر، مما يؤدي إلى ترهل في المادة يزيد عن 3% من نسبة التوتر المستهدفة MD/TD. تبدأ البروتوكولات التصحيحية بتأكيد المحاذاة بالليزر لكل الأسطوانات التوجيهية التي يتجاوز انحرافها 0.1° لكل متر، حيث يسهم ذلك مباشرة في زيادة الالتواء. الإجراءات الحرجة تشمل:
- إعادة معايرة زوايا الأسطوانة المُوزِّعة تدريجيًا
- تزامن مستشعرات مواقع الأسطوانة المتذبذبة
- التحقق من عمودية مسار الويب باستخدام أجهزة قياس الليزر
الأعطال الميكانيكية في معدات طلاء اللف
كشف تآكل مكونات ناقل الحركة
يمنع الكشف المبكر لتآكل مكونات ناقل الحركة التوقف غير المخطط له الذي يسبب تكاليف باهظة. راقب وجود أصوات غير طبيعية في التروس أو اهتزازات غير منتظمة أو حالات غير طبيعية في درجة حرارة المحامل. تكشف تحليلات الاهتزاز عن مشاكل عدم التوازن قبل حدوث تلف مرئي. تشير البيانات إلى أن أكثر من 30% من الأعطال الميكانيكية تنشأ عن تدهور غير مكتشف في ناقل الحركة.
إصلاح أساسات المعدات التالفة
تظهر فشلات الأساسات على شكل شقوق أو انزياح بالقرب من نقاط التثبيت، مما يؤدي إلى فقدان المحاذاة الحرجة. يتطلب التدعيم الهيكلي استخدام أنظمة الحقن بالإيبوكسي والغراء المطبقة عند ضغط 1.25 رطل/بوصة مربعة لملء الفراغات الدقيقة. يجب التحقق من تحملات المستوى ضمن نطاق 0.002 بوصة لكل قدم قبل إعادة التركيب.
إدارة انتشار الأخطاء بين الأنظمة الفرعية
عزل مصادر الانجراف الجانبي في الأنظمة متعددة المحطات
يحدث انحراف لاتجاري تدريجي في شبكة الويب أثناء مرورها عبر الأسطوانات المتسلسلة عادةً بسبب سوء محاذاة الأسطوانات التوجيهية، أو ضغط الزيت غير المتساوي، أو اهتراء محامل الدعم. لتحديد مصدر المشكلة، قم بتطبيق أدوات محاذاة بالليزر وأجهزة استشعار لقياس التوتر في كل محطة. تتضخم التحولات الناتجة عن سوء المحاذاة في المراحل المبكرة بشكل متزايد في المحطات اللاحقة.
مكافحة تأثيرات عدم اتساق الأسطوانات
تسبب الأسطوانات غير المركزية تقلبات دورية في طبقة الطلاء بسبب ضغوط الفجوة غير المتساوية. تشمل الإجراءات الرئيسية للتصحيح ما يلي:
- إجراءات التوازن الديناميكي لتقليل القصور الذاتي للدوران
- تركيب أجهزة امتصاص الاهتزاز النشطة التي تُعوِّض انحرافًا مقداره ±0.5 مم
- دورات استبدال تنبؤية للمحاور التي تتجاوز تحملاتها 20 ميكرومتر
أفضل الممارسات للصيانة الوقائية
تقلل استراتيجيات الصيانة الوقائية من توقفات العمل غير المتوقعة وتطيل عمر معدات طلاء الأسطوانات. تشير الدراسات الصناعية إلى أن المنشآت التي تمتلك برامج صيانة وقائية فعالة تقلل من الانقطاعات غير المخطط لها بنسبة 38%.
تقنيات المعايرة للحصول على طلاءات دقيقة
يتطلب سمك طبقة الطلاء المتسق الت headle المعدات بشكل منتظم باستخدام ميكرومتر رقمي وأنظمة قياس ليزرية. يجب على المشغلين التحقق من موازاة الأسطوانات أسبوعيًا باستخدام مؤشرات القياس الدورانية وإجراء اختبارات وزنية بعد استبدال الفوهات.
ترددات المعايرة القياسية:
| مكون | المواصفة الصناعية | التطبيق عالي الدقة |
|---|---|---|
| مقياس الأسطوانات | شهرياً | كل أسبوعين |
| مضخات التغذية | ربع سنوي | شهرياً |
| مراقبة درجة الحرارة | نصف سنوي | ربع سنوي |
تنفيذ جداول صيانة تنبؤية
يشمل الانتقال إلى الصيانة التنبؤية تركيب أجهزة استشعار الاهتزاز وكاميرات حرارية ومراقبات الضغط في محطات الطلاء. تجمع المنشآت الرائدة بين المراقبة في الوقت الفعلي وتفكيك وفحص الصناديق التروس ومحامل الدعم كل ستة أشهر. هذا يقلل الإصلاحات الطارئة بنسبة 55٪ مع الحفاظ على تجانس الطلاء ضمن تفاوت ±0.5 ميكرون.
الأسئلة الشائعة
ما هي أكثر عيوب الطلاء شيوعًا؟
تشمل العيوب الشائعة في الطلاء الحفر والعيون السمكية والتقرحات، والتي تُسببها عادةً التلوث السطحي أو الهواء والرطوبة المحبوسان.
كيف يمكن حل مشاكل فشل التصاق الطلاء؟
يُعد فشل التصاق الطلاء في كثير من الأحيان نتيجة لتلوث السطح أو المعالجة الأولية غير الكافية. تشمل الحلول إجراء تحليل للفشل في المقطع العرضي، واعتماد تقنيات مثل النقع الكيميائي أو المعالجة بالبلازما أثناء عملية المعالجة الأولية للطلاء.
ما الذي يسبب عدم انتظام سمك الفيلم؟
يمكن أن يُعزى عدم انتظام سمك الفيلم إلى تقلبات اللزوجة أو ضغوط الأسطوانات غير المنتظمة أو تغيرات التوتر في الركيزة. يمكن أن تساعد المعايرة والتعديلات في العملية على حل هذه المشكلات.
كيف يتم منع انزلاق الشريط في عمليات طلاء الأسطوانة؟
يمكن تقليل انزلاق الشريط من خلال تحسين الاحتكاك عبر التحكم في سطح المادة والرطوبة، واستخدام أجهزة استشعار لرسم خريطة التوتر، واعتماد وحدات تحكم منطقية قابلة للبرمجة لإجراء تعديلات تلقائية.
ما هي بعض الممارسات الوقائية للحفاظ على معدات طلاء الأسطوانة؟
تتضمن الصيانة الوقائية المعايرة الدورية باستخدام الميكرومترات الرقمية وأنظمة قياس الليزر، بالإضافة إلى تركيب أجهزة استشعار الاهتزاز ومراقبات الضغط للصيانة التنبؤية.
