

Identifying and Resolving Roll Coating Machine Defects
Visualizing Common Coating Irregularities
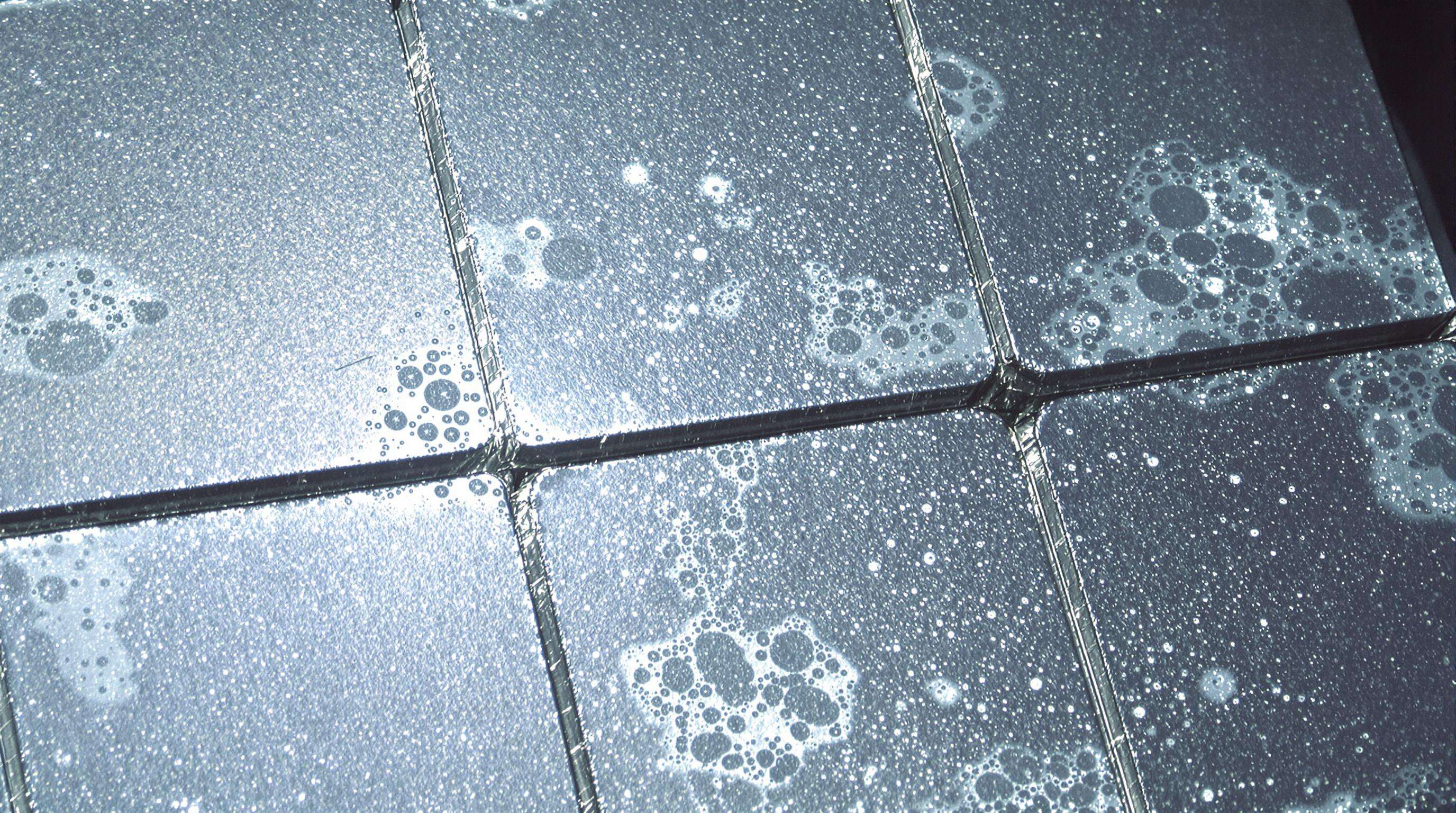
Early defect detection helps avoid expensive corrections. Common irregularities are craters (surface pin holes from entrapped air), fish eyes (gelled spots revealing sub-strate), blistering (bubbles from moisture or solvent trapped) et al. Micrograph analysis on a 100× image provides valuable information about particle contamination, or incomplete dispersion. In-process real time monitoring is possible with the help of online inspection tools. Your focus is on finding defects, once that is completed move to corrective action aborted/misdiagnosed “gel contamination” is usually nothing more than surface junk under magnification.
Root Cause Analysis for Adhesion Failures
The adhesion defect is generally induced by an interfacial weakness due to surface contamination such as oil, dust or poor chemistry between the layers and curing conditions. A 2023 industry study found that 74% of delamination was due to inadequate pretreatment. Perform cross-sectional failure analysis to differentiate if adhesive (coating-substrate debond) or cohesive (coating/coating bulk failure) failure mode has occurred. The wettability of the substrate is measured using surface energy values “less than 40 dynes/cm are reflective of substrates with minimal adhesion potential. Adopt strict coating pre-treatment measures: Either chemical etching or plasma treatment can increase the post-treatment surface energy of more than 60%.
Solving Uneven Film Thickness Issues
Inconsistent thickness manifests as mottling or performance gaps driven by viscosity fluctuations, irregular roll pressures, or substrate tension variations. Calibration studies demonstrate +/- 5% thickness tolerance requires roll parallelism within 0.001 inches. Address hydroplaning risks in slot-die systems by optimizing rheology modifiers to maintain viscosity above 3,000 cP. For roll coating applications:
- Rebalance nip pressures quarterly using piezoelectric sensors
- Install inline beta-radiation gauges for real-time thickness mapping
- Match web speed to viscoelastic recovery times (typically 200ms for polymer solutions)
Web Tension Control Challenges in Roll Coating Operations
Diagnosing Tension Imbalance Symptoms
Monitoring operational indicators is the first step in identifying irregularities in tension. Friction behaviour is then essentially different from the wet condition during the actual coating process both in threading and the early ramp-up stage. Some symptoms are crucial, such as back rollers rotating about 1% faster than the web? which can be measured by downstream tension sensors reflecting too high draw. Periods of acceleration have been shown to result in harsh intermitting slippage of over 80 FPM (24 m/min) until coating activation takes hold of the traction.
Preventing Web Slippage Through Friction Optimization
Without solutions handling the friction in the long run, it cannot achieve stable tension continuously. Operators should not put ‘performance enhancing’ material on rollers, such as talc or starch, to speed up roller wear. Active tension control is simply more consistent throughout all stages of operation including threading and when speed changes. Long term prevention includes regularly checking the surface and humidity control to ensure stable friction coefficients, and using a programmable logic controller to make automatic correction during viscosity changes.
Addressing Roll Winding Defects
Troubleshooting Telescoping and Starvation Patterns
Telescoping is the formation of a cone-like shape in a roll wound from individual sheets, as a result of lateral movement relative to their neighbours. This is usually due tension variations in the cross machine direction of greater than 15%. Patterns of starvation appear as growing bare patches when substrate coating drops below the critical coverage values. Primary diagnostics for validation are the roller crown uniformity in the range of 0.05mm tolerance and the dynamic tension variation.
Correcting Baggy Web Through Alignment Protocols
Baggy web develops when center tension exceeds edge tension, causing material slack exceeding 3% of the target MD/TD tension ratio. Corrective protocols start with laser alignment verification of all guide rollers misalignment beyond 0.1° per meter directly contributes to bagginess. Critical procedures include:
- Recalibrating spreader roll angles incrementally
- Synchronizing dancer roll position sensors
- Validating web path perpendicularity using laser gauges
Mechanical Failures in Roll Coating Equipment
Detecting Transmission Component Wear
Early detection of transmission component wear prevents costly unplanned downtime. Monitor for abnormal gear noises, vibration irregularities, and temperature anomalies in bearings. Vibration analysis reveals imbalance issues before visible damage occurs. Data indicates over 30% of mechanical failures originate from undetected transmission degradation.
Repairing Damaged Equipment Foundations
Foundation failures manifest as cracks or shifts near mounting points, causing critical alignment loss. Structural reinforcement requires epoxy-grout injection systems applied at 1.25 PSI to fill micro-voids. Verify level tolerances within 0.002 inches per foot before remounting.
Managing Subsystem Error Propagation
Isolating Lateral Drift Sources in Multi-Station Systems
Lateral drift progressive web misalignment across sequential rollers typically stems from misaligned guide rolls, inconsistent nip pressure, or worn bearing housings. To isolate the origin, implement laser alignment tools and tension-mapping sensors at each station. Early-stage misalignment shifts intensify cumulatively downstream.
Counteracting Roller Eccentricity Effects
Non-concentric rollers induce cyclical coating variations due to inconsistent gap pressures. Key countermeasures include:
- Dynamic balancing procedures to minimize rotational inertia
- Installation of active vibration dampeners compensating ±0.5mm runout
- Predictive replacement cycles for shafts exceeding 20µm tolerance
Preventive Maintenance Best Practices
Proactive maintenance strategies minimize unexpected downtime and extend roll coating equipment longevity. Industry studies indicate facilities with robust preventive maintenance programs reduce unplanned outages by 38%.
Calibration Techniques for Precision Coatings
Consistent coating thickness requires regular equipment calibration using digital micrometers and laser measurement systems. Operators should validate roller parallelism weekly using dial indicators and perform gravimetric testing after nozzle replacements.
Standard Calibration Frequencies:
| Component | Industrial Standard | High-Precision Application |
|---|---|---|
| Roller Gauges | Monthly | Bi-weekly |
| Feed Pumps | Quarterly | Monthly |
| Temperature Controls | Semi-annually | Quarterly |
Implementing Predictive Maintenance Schedules
Transitioning to predictive maintenance involves installing vibration sensors, thermal cameras, and pressure monitors across coating stations. Leading facilities combine real-time monitoring with bi-annual teardown inspections of gearboxes and bearing housings. This cuts emergency repairs by 55% while maintaining coating uniformity within ±0.5 micron tolerances.
FAQ
What are the most common coating defects?
Common coating defects include craters, fish eyes, and blistering, which are generally caused by surface contamination or entrapped air and moisture.
How can adhesion failures be resolved?
Adhesion failures are often due to surface contamination or inadequate pretreatment. Solutions include performing a cross-sectional failure analysis and adopting chemical etching or plasma treatment during the coating pre-treatment process.
What causes uneven film thickness?
Uneven film thickness can be due to viscosity fluctuations, irregular roll pressures, or variations in substrate tension. Calibration and process adjustments can help resolve these issues.
How is web slippage prevented in roll coating operations?
Web slippage can be minimized by optimizing friction through surface and humidity control, using tension-mapping sensors, and employing programmable logic controllers for automatic adjustments.
What are some preventive maintenance practices for roll coating equipment?
Preventive maintenance involves regular calibration using digital micrometers and laser measurement systems, as well as installing vibration sensors and pressure monitors for predictive maintenance.
